The Limitations of Tap Testing
You will often see reference to the tap test or coin test method for finding damage in composite materials. It is used in aerospace, so it must be good, right?
As a qualified quality assurance technician having held CASA, FAA and a host of aerospace quality certifications, I am able to clarify this information.
How does the tap test work?
The method involves gently tapping the part with a special tap hammer or even a coin, hence the coin tap reference, you don't want to tap too hard though as this may create damage. The impact energy travels through the part causing it to resonate or ring in the same way a tuning fork rings at a certain frequency or note. If there is an inconsistent condition such as an unbond or major delamination, the audible ring will be different. By listening to the tonal changes, an indication that there may be damage can be noted. The method is dependant on the skill and experience of the operator. It is cheap and simple and works reasonably well for these type of defects. In aerospace Non Destructive Inspection it is a backup (known as a secondary) method or used in non critical applications, the primary method is ultrasound, so parts that are critical get an ultrasound scan.
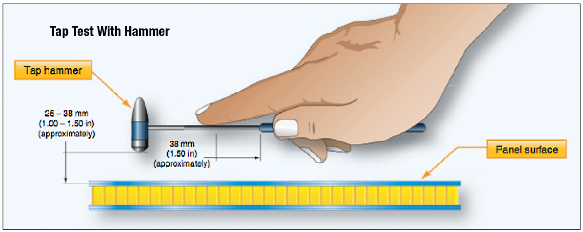
Image reproduced from AMU magazine
What can it find?
Typically the method is used for finding flaws in bonded parts such as unbonds on flat panels between the composite or metal skin and the honeycomb core. Because it is an acoustic method, it is very dependant on the geometry of the part in the same way a different length tuning fork provides a different note. Thus the operator needs to be aware of how the sound wave or vibration travels through the part. Large consistent flat areas with thin skins are the most suitable, as the skin thickness increases and the curvature increases the results are less reliable. It is typically ok for finding unbonds in the composite skin to the honeycomb core greater than about 10mm in diameter. It is simple for an experienced technician to give a part a quick "tap" at any obvious visual damage indications, any suspected damage found is then scanned with the primary ultrasound method to validate.
What can't it find?
Tap testing is typically not recommended for laminate testing as it is unreliable in finding common laminate defects. For bonded parts if the damage is below a critical size or the material thickness is above a limit or located within geometry constraints it will not be able to find the damage. Porosity and voids, resin dry and resin rich areas also cannot be identified unless they are so bad it is obvious visually anyway. Light impact damage known as BVID, (barely visible impact damage) will also not be detectable. Background noise etc can also interfere with any results.
How is this related to assessing damage in bikes?
Bike frames are typically made from thin laminate with localised thicker areas at the higher stress joins. Bonded parts are limited in modern frames and typically no honeycomb core is used in the way some aircraft panels are constructed, with the exception of some disc wheels. On frames with bonded parts at the tube junctions such as imternal or external lugs, the compound curvature geometry and laminate thickness at the lug areas as well as the tube shapes contribute to getting unreliable information from a tap test. The damage also needs to be above a critical size dependant on the geometry of the inspected area, hence a 5mm defect in a seat stay that is only 10mm wide would probably not be found but will have a large effect on the structural integrity. Other factors such as internal joins, fillers and inserts will also affect the ability to get meaningful results.
So as you can see, the tap test method on its own is not able to reliably detect damage in these type of parts.
Conclusions
Typically damage to bike frames that is able to be found with the tap test can mostly be identified visually as the primary method and then may be confirmed with a tap test as a secondary method. If an indication "taps" it is likely to be damage, if it does not "tap" there still may be damage however due to the limitations explaned above. Overall it is useful for confirming certain types of damage as a secondary method as long as you understand the limitations of the method.
Rest assured we won't be giving up on our ultrasound scans any time soon, as it is a proven reliable primary method.
For further information - Google "tap testing of composites".
There is also a good summary of NDI methods here:
http://www.aviationpros.com/article/10389135/nondestructive-testing-of-aircraft-composites